
Technology is growing, so look for competitive coating options
The making of punches, forming tools as well as dies and other tools is
usually described as a method of brute force. This allows an object to be cut,
pierced, shaped, or any other form. These are often described as "chipless"
machining techniques. The buyers of today's tool/die as well as machine
operators must know more about the characteristics of the raw steel used to make
the blank. They must be aware of the interplay between the entire process:
design of the tooling and manufacturing raw materials, tooling & heat
treating the coating's properties, the material that is machinable, cycles,
cycle times required, allowable machine downtime, and the process of heating and
processing for tooling.
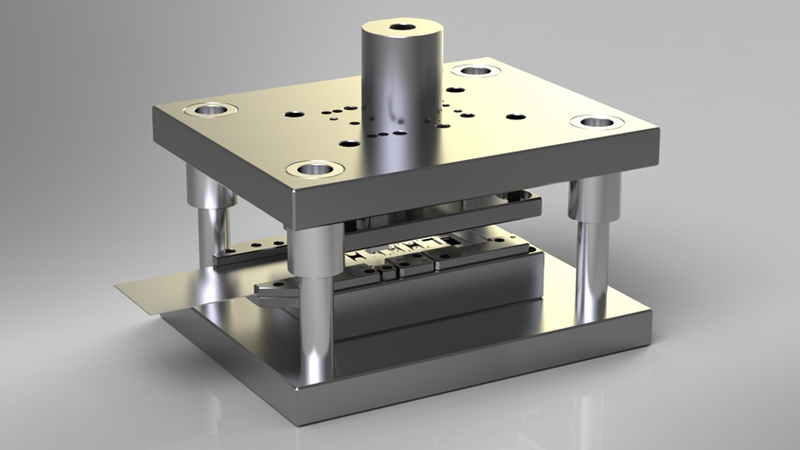
Punches and Dies Coating Advantages
Based on the needs of your project, ACS can offer a range of PVD coatings
that add value and reduce costs for punches, dies and the tools for forming. The
combination of low friction coefficients and high film hardness gives the
desired properties of:
less friction in sliding
Increased resistance to abrasive wear
reduced punch & die retraction forces
Tougher and harder surface.
upgraded tablet tablet release by tablet punches
Reduced galling, wear on adhesive, and material pick-up
Eliminating reaction in materials due to chemical inertness
These enhancements must be achieved with the same critical dimensions,
tolerances and punches that both dies and form instruments need when using them.
This is why PVD is so useful in providing functional surfaces.
GROW LONGER OVER YOUR LIFE ESPAN OF DIES and PUNCHES. TOOLS
If coated with PVD thin-film coatings punches, dies and tool forming
equipment will have a significantly longer lifespan. The Platit arc-deposition
systems can be controlled from temperatures of 160oC and 490oC. These
temperatures are appropriate for many oil, water, and air-hardening steels such
as D2, S1 and D3, as well as O1 and M2 and D2, T1, and M4420SS.
PVD VS CVD COATING
PVD is preferable to CVD in the coatings of punches, dies, and forming tools
because of the lower temperatures that PVD uses during treatment to preserve the
hardness of the heat-treated material and austenitizing temperatures of the
forming tool substrate materials.
TIGHTER TOLERANCE
PVD can create coating thicknesses ranging from 0.00004" up to 0.00020" This
means that parts can be machined to their final dimensions before coating. This
permits close tolerance die or punch applications to have the necessary
clearances.
INCREASE WEAR RESISTANCE
"Wear" can be defined as a way to quantify the effects of abrasion as well as
corrosion in contact with other materials like grit or tools. A punch, die or
forming tool's resistance against breaking, cracking or chipping can be
described as "toughness". The materials used to make a punch will have
characteristic wear and toughness ratings. They are offered in the following
types:
Low wear resistance and high toughness
BALANCED wear resistance and toughness
Low wear resistance and high wear resistance. durability
The particular forming process will determine which material to choose. So, wear resistance could be affected by the hardness of the tool itself and any coating that is added.